
At China Surgical Needle, our CNC Wire EDM (electric discharge machining) machines are always busy, providing secondary operations on machined features that would be too expensive and often too problematic to run in our Swiss machines. Wire EDM provides essential processes that we wouldn’t be able to effectively perform using any other method.
Benefits of Wire EDM
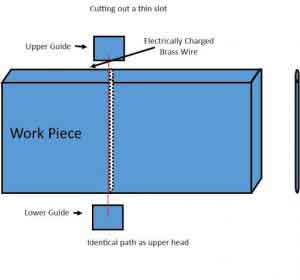
Because the cutting wire never touches the work piece, the electrical discharge machining process doesn’t introduce any new stresses into the part. Furthermore, the EDM process provides a smooth finish, doesn’t generate burrs and can hold extremely close tolerances. What’s not to love about that? China Surgical Needle primarily uses wire EDM for crafting very thin, through-slots and eyelets in medical devices. These types of features couldn’t be machined using conventional machining centers.
Types of Metal That Can Be Machined in a Wire EDM
Wire EDM machines can produce complex shapes out of almost any electrically conductive material. Hard metals, such as tungsten carbide, titanium and cobalt chrome (MP35N and L605) can be processed with wire EDM machines. Hastelloy C-276, Inconel 718, 300 series and 17-4 stainless steel, soft materials such as aluminum and brass, tough or gummy materials such as nitinol, nickel and exotic alloys can be machined utilizing wire EDM as well.
Cutting the Shapes
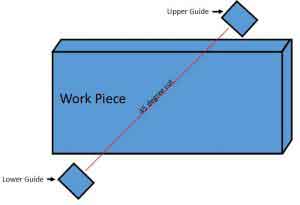
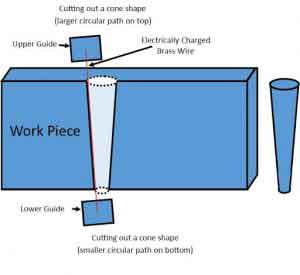
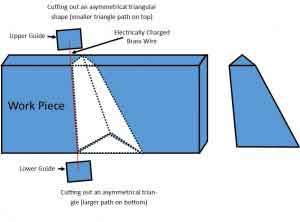
Similar to a wire cheese cutter used to slice cheese, the wire running through the EDM machine acts as a blade. The wire can only cut in a straight line, between the upper Guide to the lower guide. The upper guide can be programmed on an X-Y axis identical to the lower guide—or each of the guides X-Y axis can be programmed separately.
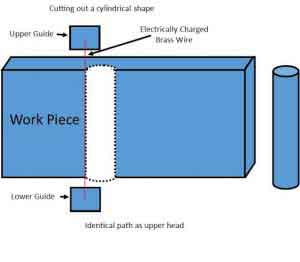
The Electrically Charged Wire
Typically, brass wire is used in the EDM process. The cutting wire can range in diameter from .0127 mm (.0005”) up to .355 mm (.014”). There are also optional coated wires available which can increase conductivity, thus increasing the speed of the cutting process. The wire diameter is relative to the width of the cut. Since the wire never touches the work piece, the cut width can be determined by the wire diameter plus the spark gap, which can be an additional .013mm (.0005”) to .038 mm (.0015”), depending upon current, wire and several other factors.
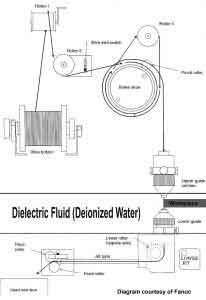
The wire originates from a large wire bobbin. It is then fed at a rate of 3 to 15 inches per second, depending upon the material being cut, the wire, the thickness of the cut and other factors.
The wire first travels through a series of rollers, and is threaded to the upper guide, then into the work tank filled with dielectric fluid in which the work piece is submerged. For China Surgical Needle’s Wire EDM processes, deionized water is used as the dielectric fluid.
There is a contact in the upper guide that delivers the electrical charge to the wire. The wire is fed through a diamond guide, which has a small hole in it slightly larger than the wire. The wire is then fed to the lower guide, where there is another electrical contact and diamond guide. The work piece is placed between the upper and lower guides within the dielectric fluid.
As the wire is interacting with the work piece, both the wire and the work piece erode. The wire proceeds to be fed to the lower guide and is delivered through an additional series of rollers that eventually feed it out the back of the machine into a used wire box.
Our Fanuc EDM machines can be programmed to automatically cut the wire after a shape is cut, then move to another hole and automatically rethread the wire in another hole.
Dielectric Fluid / Deionized Water
The dielectric fluid has the following purposes:
- It is designed to act as a semiconductor between the wire, which acts as an electrode, and the work piece, which acts as a ground.
- It is a cooling agent and allows the minute particles to form chips.
- Because the dielectric fluid is continuously being pumped through the work tank, the reservoir and filtering system at a high-pressure, it flushes the microscopic particles away from the sparking wire and the work piece.
- It reduces the Heat Affected Zone (HAZ).
The charged wire throws off as many as one-hundred-thousand sparks per second within the dielectric fluid. The electricity jumps the gap between wire to the work piece, and blasts away material in its path. Depending upon machine settings, the sparks range in temperature from 8,000 to 12,000 degrees Centigrade (14,400 – 21,000 degrees Fahrenheit). Each spark removes particles from the work piece approximately two microns in size.
However, because both the wire and the work piece are eroding in the EDM process, the wire is continually being replaced with new wire as it is fed past the work piece.

This photo shows several machined wires stacked in a fixture, within the empty tank of an EDM Machine. The thin cutting wire can be seen in a vertical position in the center of the photo.

Parts and fixture from above, shows the electrical sparks delivered from the wire towards the parts after the dielectric fluid fills the work tank.
Connect with China Surgical Needle Today
If you have a new or existing project that requires CNC Wire EDM, please contact China Surgical Needle, Inc.today. You can also call us at 612-788-9621. We look forward to hearing from you.