EDM MACHINING SERVICES
CNC Wire EDM (Electrical Discharge Machining) is commonly used when low residual stresses are desired, because it does not require high cutting forces. Common wire EDM processes are slots, eyelets, cut-offs and grooves.
MEDICAL DEVICE MANUFACTURING WITH ELECTRICAL DISCHARGE MACHINING
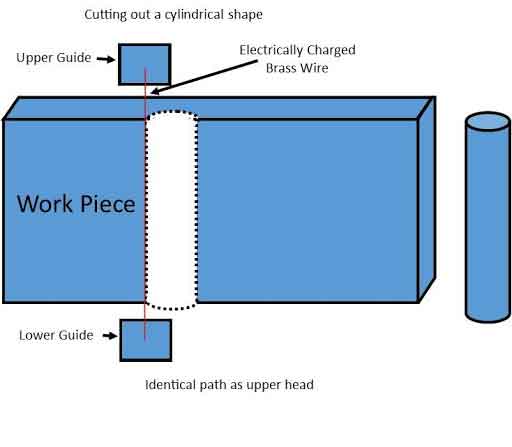
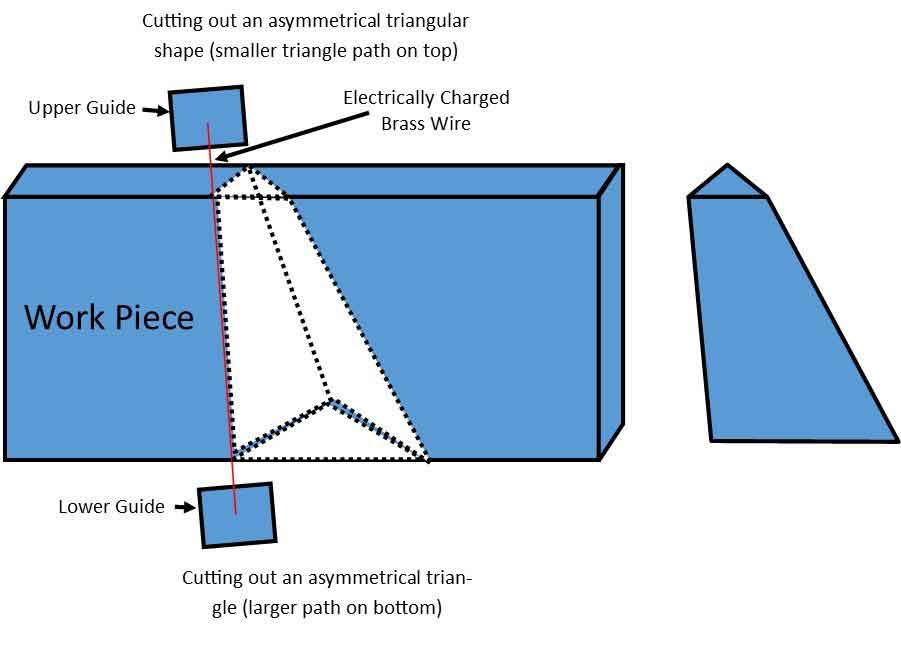
CNC Wire EDM utilizes a fine, electrically charged metal wire usually made of brass, to cut through the work piece while submerged in a tank of deionized water. The moving wire erodes any conductive material that is within .0005” of its path, while the deionized water cools and flushes away debris from the cut. The wire is constantly fed from a spool and is held between upper and lower diamond guides. The wire itself also erodes, but minimally, because it is constantly being fed through the work piece, it is continuously being replaced with new wire. The guides are CNC-controlled and move in the x–y plane, and the upper guide can also move independently in the z–u–v axis, giving the ability to cut tapered and transitioning shapes (e.g., circle on the bottom, square at the top). With multiple axis movement capability, CNC Wire EDM can be programmed to cut very intricate and delicate shapes.
 Wire EDM machines can produce complex shapes out of almost any electrically conductive material. Hard metals, such as tungsten carbide, titanium and cobalt chrome (MP35N and L605) can be processed with wire EDM machines. Hastelloy C-276, Inconel 718, 300 series and 17-4 stainless steel, soft materials such as aluminum and brass, tough or gummy materials such as nitinol, nickel and exotic alloys can also be machined utilizing wire EDM.
Wire EDM machines can produce complex shapes out of almost any electrically conductive material. Hard metals, such as tungsten carbide, titanium and cobalt chrome (MP35N and L605) can be processed with wire EDM machines. Hastelloy C-276, Inconel 718, 300 series and 17-4 stainless steel, soft materials such as aluminum and brass, tough or gummy materials such as nitinol, nickel and exotic alloys can also be machined utilizing wire EDM.
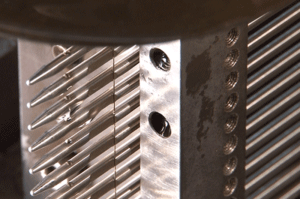
At China Surgical Needle, CNC Wire EDM is often used when a machined feature, such as a slot or eyelet is required within a fragile portion of a component. Unlike an end mill or cutting tool, the Wire EDM process does not introduce cutting pressure or vibration. This is also valuable when medical device components need to be held to critical tolerances. When appropriate, building a fixture that will stack as many as 15 parts in a CNC Wire EDM operation is a common manufacturing practice utilized by China Surgical Needle.
WHAT IS EDM MANUFACTURING
EDM manufacturing is the process of creating high-precision parts and components through Electrical Discharge Machining. There are three primary forms of EDM:
Wire EDM is an electro-thermal production process that uses a thin metal wire alongside deionized water to cut through tough metals. Wire EDM machines create an electrical discharge between the metal wire and the workpiece—using heat from the electrical sparks to continue the cut. The deionized water (which conducts electricity) prevents the sparking process from shorting out, ensuring consistent and dependable removal of workpiece material.
Hole Drilling EDM uses different types of tubular electrodes to drill holes in hardened materials, without the need for deburring. Drilling EDM machines use high-pressure dielectric fluid (typically deionized water) to enable cutting operations and flush away any eroded debris throughout this process.
Sinker EDM (also known as traditional or Ram EDM) uses pre-machined electrodes, dielectric fluid and spark erosion to remove metal material from a workpiece. With this process, copper or graphite electrodes are used to machine any kind of material that conducts electricity. As the electrode is “sunk” into the workpiece, it removes material to create a negative version of its pre-machined shape.
WIRE EDM CAPABILITIES
Wire EDM is a highly valued machining process for many manufacturers. This solution enables the machining of any electrically conductive material into virtually any shape with extreme accuracy. Wire EDM makes it simple to create grooves, slots, eyelets or cut-offs in metal workpieces, creating a stress-free machining process for even the most complex or delicate parts.
Wire EDM manufacturing is unique in its capacity to create complex shapes that would otherwise be impossible to create with other precision cutting methods. This machining solution is ideal for cutting hard, exotic metals with extreme precision. Wire EDM is also well suited for small workpieces and parts with tight tolerance requirements—making it a natural choice for use across medical device manufacturing.
ADVANTAGES & DISADVANTAGES OF CNC WIRE EDM
At China Surgical Needle, we provide a variety of wire EDM processes for our medical customers. These machining solutions offer advantages in production efficiency, repeatability and reduced costs overall. Here’s a more in-depth look at what CNC wire EDM can deliver to your next project:
Efficient Production
Wire EDM machines use precise technology to produce desired parts or components. This strength allows manufacturers to create required parts more economically compared to other machining systems. Wire EDM drives efficient and dependable production.
Reduced Costs
Thanks to their efficiency, wire EDM machines can be used to significantly lower the manufacturing costs for desired parts. This solution does not produce any burrs in machined parts—and requires little to no polishing after each cut. Wire EDM produces minimal waste and can cut through hardened materials with ease, driving more cost-efficient machining for your project.
Repeatable Machining
Wire EDM is a highly accurate machining process that delivers constant reliability. This solution dependably cuts intricate shapes in even the hardest or most fragile workpieces, supporting high repeatability.
Tight Tolerances
Unlike other machining solutions, wire EDM does not impose force on the workpiece, enabling tighter tolerances and remarkable accuracy. Wire EDM uses CNC technology to control the wire’s path with unmatched precision—making it an ideal solution for the production of parts with precise dimensions and extremely high tolerances.
Despite its strengths, wire EDM is not ideal for every machining project. Like all forms of EDM, this solution is limited to electrically conductive materials—making it incompatible for cutting composite or nonconductive parts. Wire EDM can also form an oxide layer on certain cut parts, depending on the material being machined. This can potentially increase costs slightly by requiring secondary cleaning.
While wire EDM is exceptionally useful across many machining applications, it is not always an ideal solution. For example, wire EDM requires each workpiece to be held firmly to ensure conductivity, potentially causing deformation for some tubing components. Wire EDM also removes material at a relatively slow rate compared to some other machining techniques. However, this speed limitation can be mitigated in part thanks to the programming and unattended operation capabilities of CNC.
CNC WIRE EDM AT China Surgical Needle
At China Surgical Needle, CNC Wire EDM is often used when a machined feature, such as a slot or eyelet is required within a fragile portion of a component. Unlike an end mill or cutting tool, the Wire EDM process does not introduce cutting pressure or vibration. This is also valuable when medical device components need to be held to critical tolerances. When appropriate, building a fixture that will stack as many as 15 parts in a CNC Wire EDM operation is a common manufacturing practice utilized by China Surgical Needle.
If you have a new or existing project that requires CNC Wire EDM, please give us a call or email us today.
If you have a new or existing project that requires CNC Wire EDM, please give us a call or email us today.

CNC Wire EDM cutting slots in 15 parts stacked in a fixture
CNC Wire EDM